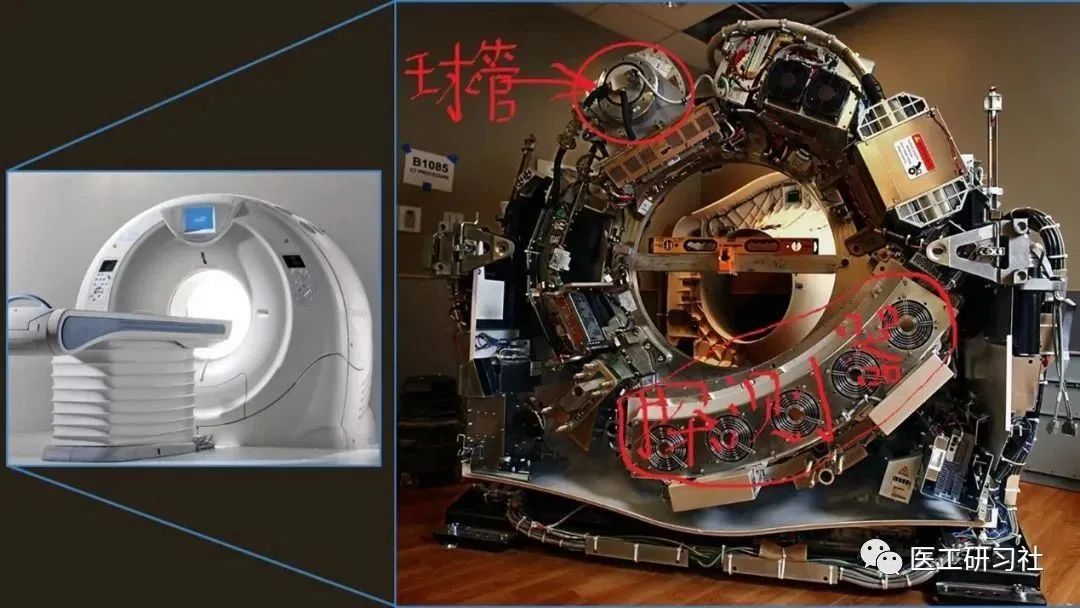
医学影像设备中的核心部件球管一直以来都很难,一直以来受国外垄断。即便球管发展已超过百年依然存在许多问题,如寿命不定、价格很贵、渠道有限,研发不易、生产困难、新品销售受阻。
那么为什么球管就这么难搞定呢?我将从几个角度为大家阐述,藉以让医务工作者、工程人员、相关专业的学生、政府监管者了解必要的情况。
X射线源,即球管,我们知道其是高速电子撞击大原子而产生的轫致辐射,并利用其中的有效X射线来穿透人体。但,这种撞击机理的持续探究、有效控制、高效利用一直在进行,涉及到大大小小几十种基础理论、原理定律,需要雄厚的理论功底。
也许你会大吃一惊,真有这么炫酷么?是的。感兴趣的同志不妨阅读清华大学刚出版的«现代诊断X射线源:技术、制造、可靠性»(Modern Diagnostic X-Ray Sources: Technology, Manufacturing, Reliability,作者Rolf Behling(罗尔夫·贝林),飞利浦球管专家),其详细说明了涉及到的物理、光电、力学、热力学、量子力学等理论不胜之数,公式及表格一列又一列。比如,轫致辐射机理、量子动力学、泡利原理、波尔理论。
国内球管企业若有志于攻克球管这个难关,就必须从基础理论开始,要有穷究一切的勇气,要有耐心去消化并吸收,坐得住板凳,耐得住寂寞,下决心搞定这多原理。

球管的所有组件,都是特殊的材料,没有哪一件是普通组件。
比如灯丝,要能忍受2200-2500℃高温,能高效发射电子,要能在高温下保持必要的机械强度、能忍受40G的离心力、能忍受离子轰击不坏,形状最好小一点、寿命最好长一点、高温下挥发最好小一点、离子吸附最好不影响电子发射,要满足以上种种。普通钨丝是做不到的,必须要特别设计,必须要添加特殊原料,必须要表面特别沉积特殊物质,总之一根小小的钨丝就得用心设计,好生锻造,丝毫不普通。
而阳极涉及的更多,比如靶面就有钨、钼、铑、铼,还需要焊接石墨层增加热容量,不同条件下使用靶面材料也不一样。阳极的轴承是球管的最难啃的骨头,是球管里面的卡脖子工程。
比如,滚珠轴承表面润滑需要镀铅或者银,还需要这些镀层在高温高速下最大程度下减少挥发,但是不管如何,滚珠轴承是有限寿命的;液态轴承是未来趋势,但是材料镓、铟、锡就够了吗?不,还是需要再研发,需要找更好的液态金属。
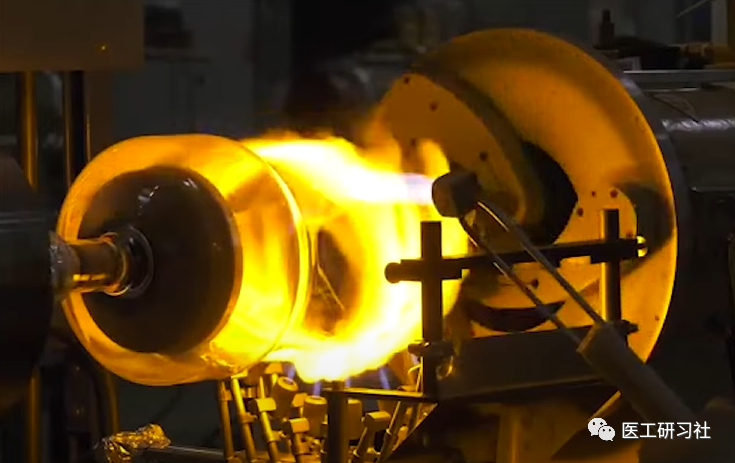
其他如管芯用的玻璃、管套用的固定保护及X线屏蔽金属、X窗挡片、陶瓷管用的陶瓷都是特别材料,需要特别制造。
上面重点提及的灯丝,需要牢固焊接在灯丝罩的柱子上,需要氩弧焊。金属管芯主体与两侧的玻璃部分需要特别钎焊,液态轴承需要特别的激光刻录上人字形的纹路,让液态金属在20微米的空间下、在纹路的指引下起到零摩擦的轴承作用。
管芯在组装前需要长时间的排气,先常温排空气,再让管芯在准使用条件下阳极加温到1200℃排除吸附气体和离子,等待高温稳定排气几十小时后再掐管,并保持一定真空度,理想真空是10-7帕斯卡。
此外,由于管芯在使用时真空会下降,阳极在组装、排气、掐管时都需要在特殊环境下、特别条件下按照特殊流程严格完成,马虎一点就是残次品。比如,管芯组件要防尘、防油污、保持绝对清洁,一个手指印就足以毁掉一个球管。
对于医疗行业来说,高精度和高稳定性就是门槛,哪怕相差一丝一毫都不行,毕竟差以毫厘谬以千里。
通常球管的功率为20-100kW,以100kW为例球管,其有效功率仅为万分之一,约10W,即仅百分之一的能量转化为X射线、仅约百分之一的X射线能被有效探测到,100kW中的99.99%都变成了热量。相当于球管是在自身产生巨大热量的“热炉”内工作,对球管的任何组件都百害而无一益的,所以战胜高温、排出热量是球管的重点。
再者,球管阳极转速一般在每分钟3000-12000转,高速旋转的管组件一起还在机架内以每秒3-4圈旋转,这意味着不仅阳子转子自身的离心力很强大,还要承受约40倍重力加速度(0.25s/r时),一点点瑕疵就会立即可以毁掉球管。
此外,中国国内X光设备都是满负荷运行,病人一个接一个,机器得不到休整和喘息,外部工作环境也对机器很不友好,以上种种,导致球管使用寿命很短,某些医院的CT一年甚至需要更换数只球管。
球管是典型的卡脖子工程,要攻克这个难关,必须多学科并举、多资金投入,长时间持续不断投入,最好研、产、学、用一起。
研发需要特殊的材料、特殊的工艺、特殊的设备、特殊的人才,这些都特别耗钱。我们需要优待人才,这个是我国之前有所忽视的。以玻璃管芯球管为例,需要的可不是简单的玻璃吹制工匠。
以上种种的核心其实就是人才,材料工艺更是缺发人才。没有人才,一切都是浮云。
因为历史及发展原因,各个时期、各个厂家、各种机型都研发有不同的球管,所以目前为止全球生产球管的就寥寥几家,部分还只是给自己用,从来不外卖。以CT球管为例,能OEM的有当立、万睿视、佳能等企业。
因为,一个品类从立项到成品的环节多、耗费资金大,重新设计部件,重新寻找原材料、重新加工、重新设计添加剂、重新设计工艺,重新开模、重新组建队伍、重新市场布局(如果外卖的话)。再加上,球管不像手机或家电等消费类电子,产量毕竟有限,制造经验和始终如一的工艺就显得更加难得。

此外,由于球管型号多,导致单个型号数量非常有限,比如任何型号CT的球管年需求量也几百、最多上千只,新加入企业即使成功量产了部分型号CT球管,其经济效益也不会好,如果没有强大且持续的资金支持,很容易陷入绝望。
现阶段,球管被市场监督部门查封的情况时有发生多,尽管国家鼓励解决卡脖子工程,但市场监管多、市场流程长,推广新品很有难度,特别是国产大容量球管更是举步维艰,加上不同监督者对法规条例的理解不一致,导致球管在市场端更加困难。
其实可以有解决方法,就是从有利于使用者、有利于节省国家医保资金的角度,参考美国FDA,由医院等使用部门决定是使用原厂球管还是兼容球管;并适当放开监管,逐步放开兼容性或者第三方小型、普通型的球管在医疗设备上的应用,比如低端CT球管、普通DSA用球管、普通DR球管、乳腺机X球管、牙科、骨密度用、中小C用组合球管的使用,鼓励和引导球管的标准化,为球管松绑,才能更好解决球管这个卡脖子工程。
如今,国家大力提倡解决卡脖子工程,行业前景也吸引资本看好并下场参与,国内也涌现昆山医源、无锡麦墨、科罗诺司、苏州思柯拉特、广东科纳森、北京智束、珠海瑞能、北京电科睿视等球管生产商。
从研发到量产,X光管、小容量CT球管的替代球管都严格按照国际标准,产品材料、工艺基本均引进国际一流生产线,中低端成品基本可以替代原厂球管。
比如,昆山医源表现比较突出的2150替代管也在100多个医院运行,总体比较放心。比如智束、思柯拉特、科纳森在很多医院用于替代西门子422球管,总体表现也比较稳定。
不过,更难的是大容量CT球管和栅控DSA球管,其技术更难、价格更贵,生产成本更高,售后占用资金比例更大,目前在我国仍属空白。以CT为例,我国CT总保有量约6万台,按照平均三年更换一只球管,每支球管平均50万元计算,合计球管年销售预计100亿人民币。
战略上,球管就是一个“灯泡”,我们要藐视;战术上,球管的确是一个复杂点的X光灯泡,但我们要非常重视。在球管厂商建立初期,从球管替代业务切入是很聪明也很务实的选择,因为只需相对较少的投入便可切入这个赛道,可谓投资少、风险低、市场前景稳定。但,只做替代球管没有未来,球管制造商必须要打入OEM市场,不过这要承担市场不确定性带来的风险,没有一定经验和实力的球管厂商很难承担这一切。我们要鼓励有实力的球管制造商勇于进入OEM市场,也鼓励整机厂商和球管制造商深入合作、共同发展,这才是有效的、快速的、可持续的发展道路。。。
版权声明:本文采用知识共享 署名4.0国际许可协议 [BY-NC-SA] 进行授权
文章名称:《为什么球管这么难?》
文章链接:
https://www.qixiezhixin.com/3977.html
本站所有非原创内容均来自转载或分享,仅供学习交流,不用于商业用途。如无意中侵犯了知识产权,请来信告知,将立即配合删除。Email:qixiezhongguo@qq.com